[VIP第1年] 指数:3
[VIP第1年] 指数:3
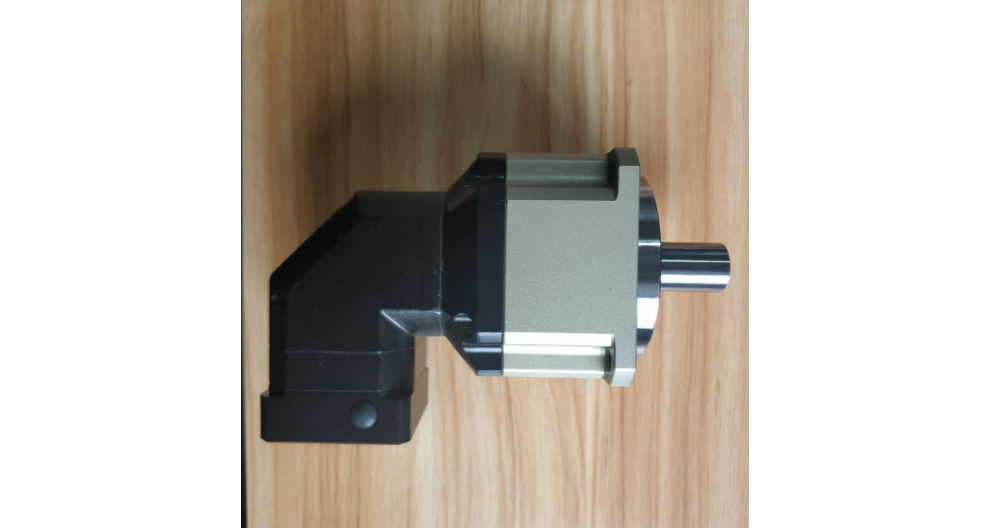
机械调配也由传统螺杆进步到精细滚珠螺杆,但因机床自身加工,负载(load)进给体系之条件区别颇大,必要附加减速机来添加扭矩,进步负载端惯量匹配,使进给工作平顺。减速机是一种由封闭在刚性壳体内的齿轮传动、蜗杆传动、齿轮-蜗杆传动所组成的部件,常用作原动件与工作机之间的减速传动装置。一般减速机功率差、体积(volume)大、寿数短,更无法作精细之定位操控,所以选用高精细低背隙式齿轮减速机仍是比较好调配,可以扫除以上所述之艰难。数控机床运用高精细低背隙式齿轮减速机(Retarder)选用高精细低背隙式齿轮减速机大部份均用在进给设备,因为此型减速机能承受较高的输入速度,发生高扭矩密度、强度高改变刚性、低背隙、低噪音值、设备简略,适用于任何拼装方向,减速比充沛且完好,使数控机床之菜单现进入更平稳、更精细之境地。减速机是一种由封闭在刚性壳体内的齿轮传动、蜗杆传动、齿轮-蜗杆传动所组成的单独部件,常用作原动件与工作机之间的减速传动装置。采用数控加工技术,确保齿轮几何精度和装配一致性。上海非标螺旋伞齿轮减速机生产商

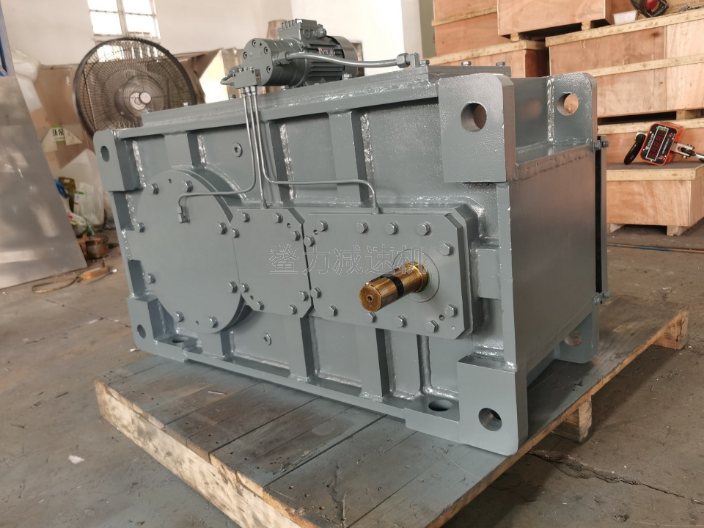
螺旋伞齿轮减速机具有多项优点,使其在工业应用中备受青睐。首先,螺旋伞齿轮的设计使得齿轮啮合更加平稳,能够有效降低运行时的噪声和振动,适用于对噪声要求较高的场合。其次,螺旋伞齿轮减速机具有较高的传动效率,通常可达到95%以上,能够明显减少能量损失。此外,螺旋伞齿轮的齿形设计使其能够承受较大的载荷,适用于重载和冲击载荷的工况。螺旋伞齿轮减速机的结构紧凑,占用空间小,便于安装和维护。其密封性能良好,能够有效防止润滑油泄漏和外部污染物进入,延长使用寿命。这些特点使得螺旋伞齿轮减速机在矿山、冶金、起重和运输等领域得到广泛应用。上海大功率螺旋伞齿轮减速机批量定制适用于频繁启停场合,耐用性强。

螺旋伞齿轮又可以分为离心式选粉机系列螺旋伞齿轮、立式磨煤机螺旋伞齿轮、纺织机械系列螺旋伞齿轮、减速机系列螺旋伞齿轮、汽车变速传动系列螺旋伞齿轮、轧钢机械系列螺旋伞齿轮、矿山机械系列螺旋伞齿轮、轮式装载机系列螺旋伞齿轮、侧向搅拌机系列螺旋伞齿轮、DCY减速机螺旋伞齿轮、DBY减速机螺旋伞齿轮、铣头用螺旋伞齿轮、拉丝机系列螺旋伞齿轮、水泥立磨机螺旋伞齿轮、油田钻机系列螺旋伞齿轮、工程机械系列螺旋伞齿轮、高频焊管螺旋伞齿轮、不锈钢焊管螺旋伞齿轮、制管机械螺旋伞齿轮、冷弯成型机系列螺旋伞齿轮、硬齿面螺旋伞齿轮等各系列螺旋伞齿轮。螺旋伞齿轮广泛应用于国内外油田石化机械、各类机床、各种机械加工设备、工程机械、冶金设备、轧钢机械、矿山机械、煤矿机械、纺织机械、船舶机械、船舶工业、航空航天、叉车、电梯、减速机、飞机制造等许多行业领域。螺旋伞齿轮配套使用在各种机械设备上,表现出其的性能。
搅拌装置安装程序1.把安装底盖与槽钢井子架或顶盖法兰盘(使用釜类罐时)固定连接(注意:连接时安装底盖必须保持水平)。2.把搅拌轴放入槽体内(如果搅拌轴为多段时,根据现场的安装情况可将搅拌轴分段放入或连接为整体后放入。)3.减速机拆离支架(如果安装时,减速机与机架已经连接为一体执行此步骤;否则,此步骤省略)。4.把支架与经过第一步安装后的安装底盖连接固定。5.搅拌轴与支架连接:与双支点(SJ型)机架连接,双支点支架构造支点安装准备:下支点内装调心轴承,调心轴承上带有紧定套,紧定套上带螺母带锁片,轴承内孔呈锥形装步骤:①把下支点下面的密封盖打开,打开后将密封盖套在搅拌轴上。②此时,可以看到一个带紧定套的调心轴承,将紧定套上的螺母松到和紧定套即将脱离但又未完全脱离的程度。B、上支点安装准备:上支点是45#钢的轴套,轴套的内孔上有键槽(待下支点轴承准备完毕,搅拌轴自下而上通过轴套穿上即可)。C、经过A及B两步骤的准备后,用吊装工具把搅拌轴上吊,穿过支架的两个支点轴承。吊装到位后,再把上支点上面的螺母、下支点的螺母配合锁片依次锁紧,上好密封盖即可。(2)与单支点(DJ型)机架连接:支架支点说明:支点处为45#钢轴套。螺旋伞齿轮减速机在工程机械中表现优异。

螺旋伞齿轮减速机的动态性能值得关注。在高速运转时,它具有较小的振动和动载荷。在印刷机械行业,印刷机的滚筒驱动需要高精度、稳定的动力源,螺旋伞齿轮减速机能够满足这一需求。它可以精确控制滚筒的转速和转动角度,保证印刷品的印刷质量,如色彩均匀性、图案清晰度等。其内部的齿轮啮合间隙经过精心调整,能够有效减少振动和噪音的产生,为操作人员提供相对安静舒适的工作环境。同时,先进的设计和制造技术使得螺旋伞齿轮减速机能够快速响应印刷机的速度调整指令,适应不同印刷任务的需求,提高印刷生产效率。适用于化工设备,耐腐蚀性能良好。上海非标螺旋伞齿轮减速机生产商
螺旋伞齿轮减速机适用于自动化生产线。上海非标螺旋伞齿轮减速机生产商
螺旋伞齿轮在热处理过程中,要是处理不当回出现变形的情况,从而影响螺旋伞齿轮的功能,那么在进行热处理的时候有哪些方法能避免螺旋伞齿轮出现变形的情况呢?先来说我们从选材、热处理、加工等方面来进行入手,因为这几方面影响着齿轮热处理变形的因素,首先来说分析其产生的原因,需要通过良好的设计加上适当的选材同时配合热处理工序和机械加工工艺之间的配合等相应措施,减少齿轮热处理变形,从而提升齿轮加工精度,当然您也需要注意的是在正火调质处理当中,一定要保持炉膛温度的均匀,同时采用其工位器具,使工件均匀地加热及冷却,不能将其堆放在一起。如果需要钻孔来减轻齿轮的质量,那么应该将钻孔工序安排在热处理之后进行。当然齿轮的热处理采用零件变形较小的齿面高频淬火;高频淬火之后得到的齿面具有高的强度、硬度、耐磨性的极限,使其心部仍保持足够的塑性和韧性。当然为了减少变形的出现,齿面高频淬炎应该采用较低的淬火温度和较短的加热时间、均匀加热、缓慢冷却。欢迎致电上海欧迈特机电!上海非标螺旋伞齿轮减速机生产商
文章来源地址: http://jxjxysb.fzpgjgsb.chanpin818.com/jsjbsj/deta_28799135.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。