[VIP第1年] 指数:3
[VIP第1年] 指数:3
激光切割机主要由以下几个主要部分组成:运动系统:运动系统包括工件台和运动控制系统。工件台用于固定待切割工件,而运动控制系统控制激光切割机沿着预定路径进行运动,以实现切割形状的准确性。辅助气体系统:辅助气体系统通常由压缩空气或惰性气体供应。它以高速喷射的方式帮助清理切割区域产生的熔融物残留物,以保证切割质量。控制系统:控制系统是激光切割机的主要控制单元,用于控制激光切割机的各个部分协调工作。它通过处理和解释操作指令,实现激光功率、切割速度、加工路径等参数的控制。CO2激光器具有良好的稳定性,确保了切割过程的顺利进行,为产品质量保驾护航。东莞CO2激光切割机供应

产品特点:1、新增点动距离,可以让光头精确的移动到我们需要的位置。2、光路系统的反射镜片、聚焦镜片均采用全套进口激光镜片,这较大程度上的节省了激光在空气传播中的热损耗。3、采用三相步进电机及驱动系统,配备高精度直线导轨外加进口皮带传动系统;使电机、驱动、导轨完美结合,较大程度上的提高了机器的精确度和速度;4、业内先进的连续、快速曲线切割功能;普通机型 12m/min,先进机型 40m/min.15、控制系统集成高速切割和精度切割两种算法,适应于追求快速切割和精度切割的不同用户群。东莞教育CO2激光切割机行价激光切割过程中,无机械磨损,切割头运行平稳,延长了CO2激光切割机使用寿命。

二氧化碳激光器是气体分子激光器,工作物质是CO2气体,辅助气体有氮气氦气、氙气和氢气等,由于这种激光器能量转换效率高达25%,故常做高功率输出的激光器,二氧化碳激光器波长10.6微米,是不可能看见的红外光,稳定性较好,得到普遍应用。在CO2激光器的放电管内充有CO2、N2、He等混合气体,其配比和总气压可以在一定范围内变化(一般是: CO2:N2:He=1:0.5:2.5总气压为1066.58pa).任何分子都有三种不同的运动形式,一是分子里的电子运动,决定着电子能态,二是分子里的原子振动,既原子围绕其平衡位置不停地做周期性震动,这种运动决定了分子的振动能态,三是分子的转动,决定着分子的转动能态,CO2激光器就是利用CO2分子的振动和转动能级间的跃迁来产生激光的。
头一高切割压力区紧邻喷嘴出口,工件表面至喷嘴出口的距离约为0.5~1.5mm,切割压力Pc大而稳定,是目前工业生产中切割手扳常用的工艺参数。第二高切割压力区约为喷嘴出口的3~3.5mm,切割压力Pc也较大,同样可以取得好的效果,并有利于保护透镜,提高其使用寿命。曲线上的其他高切割压力区由于距喷嘴出口太远,与聚焦光束难以匹配而无法采用。综上所述,CO2激光器切割技术正在我国工业生产中得到越来越多的应用,国外正研究开发更高切割速度和更厚钢板的切割技术与装置。为了满足工业生产对质量和生产效率越来越高的要求,必须重视解决各种关键技术及执行质量标准,以使这一新技术在我国获得更普遍的应用。CO2激光切割机能实现对各种金属板材的快速切割,释放了生产力的同时,降低了生产成本。

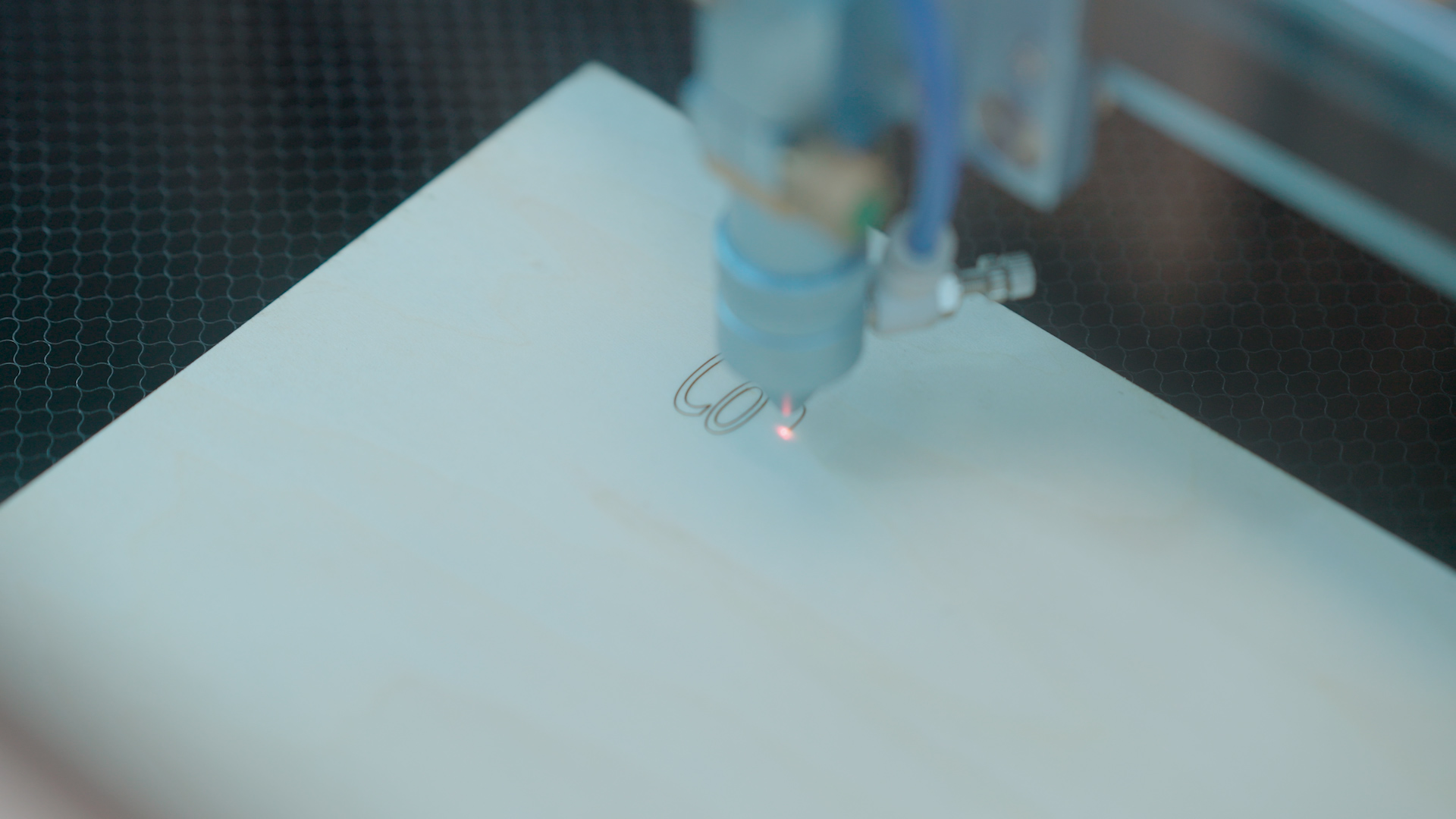
种效果较好。喷嘴设计及气流控制技术,激光切割(16张) 激光切割钢材时,氧气和聚焦的激光束是通过喷嘴射到被切材料处,从而形成一个气流束。对气流的基本要求是进入切口的气流量要大,速度要高,以便足够的氧化使切口材料充分进行放热反应;同时又有足够的动量将熔融材料喷射吹出。因此除光束的质量及其控制直接影响切割质量外,喷嘴的设计及气流的控制(如喷嘴压力、工件在气流中的位置等)也是十分重要的因素。目前激光切割用的喷嘴采用简单的结构,即一锥形孔带端部小圆孔(如图4)。通常用实验和误差方法进行设计。激光切割技术为高铁、地铁等轨道交通CO2激光切割机制造提供了优良服务。东莞CO2激光切割机供应
CO2激光切割机具有多语言操作界面,方便了国内外用户的使用。东莞CO2激光切割机供应
控制断裂切割,对于容易受热破坏的脆性材料,通过激光束加热进行高速、可控的切断,称为控制断裂切割。这种切割过程主要内容是:激光束加热脆性材料小块区域,引起该区域大的热梯度和严重的机械变形,导致材料形成裂缝。只要保持均衡的加热梯度,激光束可引导裂缝在任何需要的方向产生。要注意的是,这种控制断裂切割不适合切割锐角和角边切缝。切割特大封闭外形也不容易获得成功。控制断裂切割速度快,不需要太高的功率,否则会引起工件表面熔化,破坏切缝边缘。其主要控制参数是激光功率和光斑尺寸大小。东莞CO2激光切割机供应
文章来源地址: http://jxjxysb.fzpgjgsb.chanpin818.com/dhqgsbzf/jgqgj/deta_28811379.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。