[VIP第1年] 指数:3
[VIP第1年] 指数:3
多路阀的安装
1.安装前的准备工
作检查多路阀的型号、规格是否与设计要求相符。检查多路阀的外观是否有损坏、变形等情况。清理安装现场,确保安装环境干净、整洁。准备好安装所需的工具和材料,如扳手、密封胶、螺栓等。
2.安装位置的选择
多路阀应安装在便于操作和维护的位置。安装位置应远离热源、振动源和腐蚀性物质。安装位置应保证多路阀与其他液压元件之间有足够的空间,以便于连接管路和进行调试。
3.安装步骤
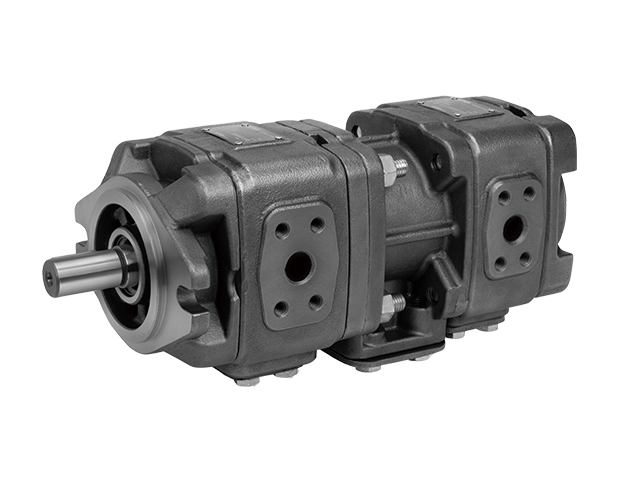
将多路阀固定在安装位置上,使用螺栓将其牢固地固定在支架上。连接多路阀的进油口、回油口和工作油口与液压系统的管路。在连接管路时,应注意管路的清洁,避免杂质进入多路阀内部。安装多路阀的操纵机构,如手柄、拉杆等。操纵机构应安装牢固,操作灵活。检查多路阀的安装是否牢固,管路连接是否正确,密封是否良好。如有问题,应及时进行调整和修复。 海特克致力于多路阀设备制造的发展,以产品和服务,赢得市场的高度认可。双单向结构多路阀图纸

针对挖掘机多路阀阀口易发生冲蚀磨损导致性能下降及失效的问题,以回转联作为研究对象,建立以DPM离散相模型和Edwards冲蚀模型为基础的计算模型,通过Fluent软件模拟不同流量、阀口开度和颗粒属性下的阀口冲蚀磨损情况。分析得到冲蚀磨损分布和冲蚀磨损率随流量、阀口开度和颗粒属性的演化规律。结果表明,阀口的冲蚀磨损情况会随流量、阀口开度和颗粒属性的变化而规律变化。对于阀芯部位,磨损面积会随阀口开度变小而变小、随流量增大而增大;开度减小和流量的增加会引起阀芯冲蚀磨损率增大,其中冲蚀磨损率对阀口开度的变化较为敏感,在小开度情况下会出现磨损率的大梯度变化情况,而流量则对冲蚀磨损率影响较为平缓;当固体颗粒在油液中的质量一定时,颗粒直径的变化对阀芯冲蚀磨损率有较大影响。 双单向结构多路阀图纸选择海特克,就是选择丰富的多路阀种类,齐全的产品线让您一站式解决液压控制难题。

煤矿采掘装备的无人化是发展的必然趋势,执行器件需要电控化,液压系统的电控化主要通过电液比例多路阀组实现。通常采用压力补偿阀后置的方式安装在每一联多路阀处,使得液压系统具有抗流量饱和功能。同时,还提出了一种去除调压弹簧的前置式压力补偿技术,在保证对主阀口压力补偿基本功能的同时,具备流量抗饱和特性。多路阀阀体内部构造异常复杂,阀体在铸造时容易造成铸造缺陷。应用数字化分析软件分析研究阀体铸造工艺,将铸造过程可视化,有利于提高阀体铸件的铸造品质。如运用ProCAST软件模拟仿真多路阀阀体的铸造工艺系统,获得改进方案并进行数字化仿真,解决阀体原始铸造工艺中产生的铸造缺陷。
在电液双控负载敏感比例多路阀系统中,较长的先导管路沿程压力损失是造成该系统流量故障的主要原因。例如,某连续运输设备行走速度不够,设备行走回路实际流量比设计流量低。解决流量不足故障可以通过增大长管道管径减小压损,或增加先导油源使长管道入口压力增大来补偿先导长管路造成的压力损失。对于负载敏感系统中后阀补偿的多路阀,由于阀体流道、压力补偿阀与主阀芯的匹配等因素的影响,其流量控制和抗干扰性能难以达到良好效果,对工程机械主机的同步性、快速动作冲击和微动特性有很大影响。海特克多路阀检测流程完善,从外观到内部性能,各方面检测,守护产品卓效品质。

多路阀作为液压系统中的关键部件,其发展历程经历了从简单到复杂、从低性能到高性能的过程。未来,多路阀将朝着智能化、节能环保、高性能化和集成化的方向发展,为工程机械等领域的发展提供更加可靠和高效的液压控制解决方案。智能化:未来多路阀将更加智能化,能够实现自动控制和远程监控。通过传感器和控制器的集成,多路阀可以实时监测液压系统的工作状态,并根据实际情况进行自动调整,提高系统的可靠性和稳定性。节能:随着爱护环境的意识的不断提高,多路阀的节能性能也将成为未来的发展趋势。例如,采用新的节流技术和节能控制策略,降低液压系统的能量损失,提高能源利用率。高性能化:未来多路阀将不断提高性能,满足更高的工作要求。例如,提高阀口的流量特性、降低操作力、提高响应速度等。同时,多路阀的可靠性和耐久性也将得到进一步提高。集成化:多路阀将越来越趋向于集成化设计,将多个功能集成在一个阀体中,减少系统的体积和重量,提高系统的紧凑性和可靠性。 多路阀生产领域,海特克实力非凡,专有生产线卓效运转,为全球客户稳定供应品质多路阀。FS12多路阀的优点
海特克多路阀有着丰富的用途,能按需调节液压系统,使不同设备都能稳定运行。双单向结构多路阀图纸
多路阀作为液压系统中的关键控制元件,广泛应用于工程机械、农业机械、工业设备等领域。了解多路阀的生产过程、原理、注意事项以及运用到的设备,对于提高多路阀的质量和性能,确保其在各种应用场景中的稳定运行具有重要意义。对装配好的多路阀进行性能调试,包括压力测试、流量测试、密封性能测试等。通过性能调试,确保多路阀的各项性能指标符合设计要求。如果发现性能指标不符合要求,需要及时进行调整和修复。对生产完成的多路阀进行质量检验,包括外观检查、尺寸测量、性能测试等。只有通过质量检验的多路阀才能出厂销售。质量检验是确保多路阀质量的重要环节,需要严格按照质量检验标准进行操作。 双单向结构多路阀图纸
文章来源地址: http://jxjxysb.fzpgjgsb.chanpin818.com/famenti/yeyafa/deta_28591434.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。