[VIP第1年] 指数:3
[VIP第1年] 指数:3
主要试验参数:加热温度梯度、焊接温度,加热时保证炉内气压低于×10-3Pa,焊接后采用泄漏检测系统SY-SLBFYT进密性检测;无损检测在超声C扫UT-Scan上进行,研究试件在不同加热温度梯度和焊接温度对焊接质量的影响。试验分两组进行:①研究加热温度梯度变化对焊接质量的影响,将试件分别在400~610℃之间以不同温度梯度加热至焊接温度。②研究焊接温度变化对焊接质量的影响,将试件以相同的温度梯度加热至590~610℃区间内不同焊接温度进行焊接。3.试验结果与分析(1)加热温度梯度对焊接质量的影响首先,加热温度梯度设置如图1~图3所示。焊前试件如图4所示。表1铝合金6063主要化学成分及熔化温度化学成分(质量分数,%)SiFeCuMnMgCrZnTiAl其余熔化温度/℃615~660表2钎料4004主要化学成分及熔化温度化学成分(质量分数,%)SiMgAl9~~其余熔化温度/℃559~591图1570℃保温图2400℃、570℃保温图3400℃、500℃、570℃保温其次,结果与分析:图1为在加热至焊接温度前*设置570℃加热梯度的钎焊温度设置曲线,加热的结果是焊接母材和焊料完全熔化;图2在钎焊过程中设置400℃、570℃两个温度梯度,焊接的结果如图5a所示,母材焊接在一起,但是整个试件表面有熔蚀的现象。常州三千科技有限公司是一家专业提供液冷板真空钎焊的公司,期待您的光临!常州本地液冷板真空钎焊

冷板作为水冷系统的重要组成部分,主要是将发热元器件产生的热量与冷却液充分交换。为了确保器件的发热表面在被液体冷却时能把所耗散的热量尽量全部带走,器件与冷板的接触和冷板的热阻就显得尤为重要!设计适当的冷板,需要确定如下参数:冷却液体流速,冷却液体进口温度,安装在冷板上发热器件的热耗散功率,冷板表面允许的比较高温度Tmax。已知这些参数,您就可以确定冷板的比较大的允许热阻并且通过热仿真分析验证。冷却液:必须对冷却液的热传递能力、冰点和黏度、沸点和分解温度、绝缘性能、腐蚀性、可燃性、毒性、费用等加以考虑。常用冷却液有水、乙二醇溶液、硅油等。泵:是冷却系统中的主要部分,其目的是为了使冷却剂以能够克服冷却回路中总流体摩擦热所需的流量进行循环。冷却系统中的常用的泵有离心泵,旋涡泵和齿轮泵。选择泵主要依据冷却系统所需的流量Qv及压头H来确定。为了便于调节,通常水泵的总扬程应比冷却系统所计算的压力约大15%~20%,流量应比计算值约大15%~20%。常州本地液冷板真空钎焊液冷板真空钎焊,就选常州三千科技有限公司,让您满意,有想法可以来我司咨询!

使真空炉真空压力少于2以下后启动机械泵打开各阀抽气,按规定顺序操作。第二,炉内产品温度高于工艺强冷高温时,真空炉重新启动。必须把分压打开使炉内压力在,可以同时开启2只机械泵使机械泵平稳运转3分钟后,打开各阀抽气。按规定顺序操作。第三,在产品出炉或空炉开炉门时,检查炉内压力是否于大气平衡。不管是正压充气或负压充气应该打开放气阀后使炉内压力于大气平衡。再关闭放气阀,可以启动机械泵打开各阀,打开锁紧圈。返油有二种情况:(1)高温前返油,根据返油量多少,产品出炉后凸台比平时少,外表颜色同正常产品一样,但产品做静压在5p左右就起鼓报废。所以操作者特别注意。(2)低温返油,指在強冷或出炉吋返油,产品表面有黑点,用绿沙带可以擦去,但产品內在质量不变。三、产品材料淬裂1现象及原因产品材料淬裂,在强冷时,工艺卡片规定304材料930度以下。403材料850度以下。强冷高于工艺卡片温度都能造成产品表面淬裂或片孑淬裂后表面无明显区别,实际已整炉报废。2解决办法员工平时操作时要严格按规定操作。特别是强冷开关,在高温保温结束时,氮气自动冲气,风机自动启动急速强冷,造成整炉产品报废。另一种情况是,我们在下半夜操作比较疲劳。
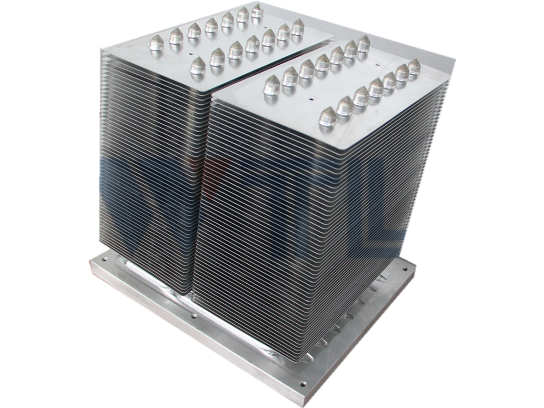
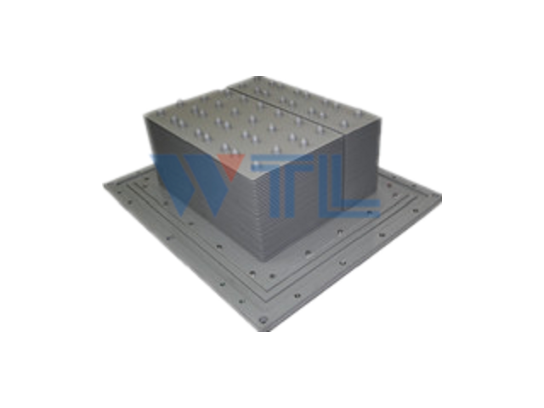
2)表面处理工艺流程:碱洗→水洗→酸洗→水洗→热水洗→烘干。(3)组装:将复合板、侧板、翅片、封条等进行机械组合成型。(4)真空钎焊:对真空钎焊炉抽真空后进行三个阶段的加热、保温,其工艺曲线如图2所示。即:阶段(a)预热定温、保温;第二阶段(b)蓄能定温、保温和第三阶段(c)钎焊定温、保温;停电。待炉温降至规定温度出炉。(5)整形:对换热器真空钎焊后的变形,采用机械法进行矫正。(6)导流板焊接:采用氩弧焊方式焊接换热器的导流板,即换热器两端大封条位置。(7)压力检验:采用吹入空气方式检验换热器承压能力,即泄漏检验。(8)喷涂:对换热器进行清洗、烘干、喷涂、烘干,改善外观质量。(9)包装交货。2泄漏原因分析(1)结构件的表面预处理换热器的所有结构件在组装前均须经过表面处理即酸碱洗,以除去表层污垢、油渍、氧化膜等。污垢会阻碍构件间的有效接触;油渍在真空高温时将会分解气化,降低真空钎焊炉内真空度;由于铝合金表层氧化膜致密,其熔化温度远比基体材料的要高,特别是复合板钎料层的氧化膜在钎焊时钎料层熔化不充分,造成不能与被焊金属完全熔合,从而影响钎焊质量。为此,必须严格控制原材料的表面预处理,包括必要的机械清理,同时缩短钎焊前的装配时间。(2)结构件尺寸公差。常州三千科技有限公司致力于提供 液冷板真空钎焊,有需求可以来电咨询!

真空钎焊优点1.真空钎焊,因不用钎剂,明显的提高了产品的抗腐蚀性,免除了各种污染,的处理设备费,有好的安全生产条件;2.真空钎焊不仅节省大量价格昂贵的金属钎剂,而且又不需要复杂的焊剂清洗工序,降低了生产成本;3.真空钎焊钎料的湿润性和流动性良好,可以焊更复杂和狭小通道的器件,真空钎焊提高了产品的成品率,获得坚固的清洁的工作面;4.与其它方法相比,炉子的内部结构及夹具等寿命长,可降低炉子的维修费用;5.适于真空钎焊的材料很多,如:铝、铝合金、铜、铜合金,不锈钢、合金钢、低碳钢、钛、镍、因康镍(Inconei)等都可以在真空电炉中钎焊,设计者根据钎焊器件的用途确定所需的材料,其中铝和铝合金应用得非常更多的。常州三千科技有限公司是一家专业提供 液冷板真空钎焊的公司,欢迎您的来电!常州本地液冷板真空钎焊
常州三千科技有限公司为您提供 液冷板真空钎焊。常州本地液冷板真空钎焊
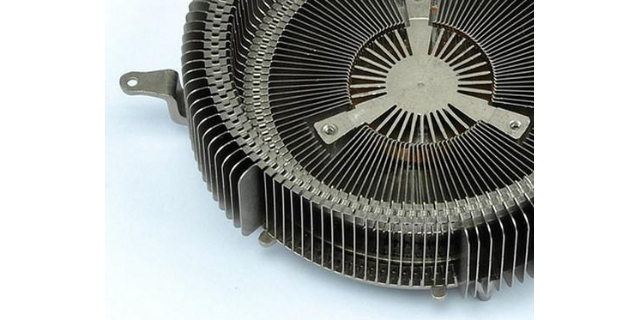
水冷板散热器的水冷板如何辨别好坏1.看原料。市场上大多数的散热热器的水冷散热板都是铝板埋铜管的规划方法,这种水冷板用铝与铜合金的方法性价比较高,本钱相对较低。看铝与铜的质量,是否有杂质,即看原材料的好坏,这点难不到我们。2.看工艺。原料可所以相同的但工艺不同,散热器的作用却天壤之别的,看工艺得从两个方面下手,一方面是是否依照规划图纸进行出产,从图纸中标明的参数用游标卡尺进行检查,差错在,假如要求高则可达。3.另一方面,从看水冷板的做工怎么,由于经过铜管埋铝板的工艺方法,会发生一个粘合度的问题,假如两者之间有缝隙的话,会影响散热作用乃至呈现漏水的状况。还有是铜管与铝板经过埋管的工艺连合起来,再经过打磨或许飞面的工艺进行处理,使得整块水冷散热板构成一个平坦的平面,判别质量好坏也能够从这个平面调查是否平坦,铜管与铝板是否有融组成一个平面了,有缝隙或不平坦都会影响散热作用。常州本地液冷板真空钎焊
文章来源地址: http://jxjxysb.fzpgjgsb.chanpin818.com/hrzlkdsb/deta_28850627.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。